|

|
Technische Daten: |
|
|
Abmessungen der Obertiegel |
80 x 100 cm |
|
Abmessungen der Untertiegel |
85 x 105 cm |
|
Maximum Druckkraft zwischen den Tiegeln |
25000 kgs |
|
Maximum Öffnung zwischen den Tiegeln |
14 cm |
|
Gesamtlänge |
215 cm |
|
Gesamtbreite |
120 cm |
|
Gesamthöhe |
193 cm |
|
Voltage |
230 Volt |
|
Arbeitshöhe |
85 cm |
|
Gewicht |
1000 kg |
|
Abmessungen der Presse in Standardverpackung |
125 x 220 x 210 cm |
|
Gewicht der Presse in Standardverpackung |
1050 kg |
|
Abmessungen der Kiste (Option) |
125 x 220 x 210 cm |
|
Gewicht der Presse in der Kiste |
1100 kg |
Dies ist eine hochprofessionelle Druckmaschine für Linol- und Holzschnitte. Der obere Tiegel wird von einem Hydraulikzylinder vertikal bewegt. Diese Pressen ähneln den alten Handpressen (Columbian, Albion, Washington usw.). Tatsächlich gibt es technisch viele Ähnlichkeiten. Der Hauptunterschied besteht jedoch darin, wie auf der obere Tiegel Kraft ausgeübt wird. Die alten Pressen waren alle mit ausgeklügelten Hebelsystemen ausgestattet, um die menschliche Kraft so effizient wie möglich einzusetzen. Moderne Tiegelpressen können mit Hydrauliksystemen ausgestattet werden, die es ermöglichen, Kräfte auszuüben, die mit Handpressen nicht möglich waren.
Die Größe der alten Pressen war zu dieser Zeit aufgrund der Einschränkungen der technischen Systeme begrenzt. Der Drucker brauchte viel Kraft, um ein Papier in Originalgröße zu drucken. Man muss sich darüber im Klaren sein, dass ein Drucker normalerweise nur mit Buchstaben zu tun hat. Wenn dieser Drucker einen Holzschnitt mit der gleichen Größe drucken müsste, würde er noch mehr Kraft benötigen. Der Teil eines Holzschnitts, der tatsächlich mit dem Papier in Kontakt steht, ist im Allgemeinen größer als der Teil bei Buchstaben.
Polymetaal passte die alten Pressen an moderne Techniken an. Wir haben uns den VPL-80x100 ausgedacht, allerdings in vier Varianten. Der Untertiegel dieser VPLEV-80x100-Druckmaschine ist feststehend, hat jedoch eine Verlängerung auf der linken Seite. Dies erleichtert die Positionierung des Holz- oder Linolschnittes. Der Holz- oder Linolschnitt wird auf das verlängerte Teil gelegt, eingefärbt, das Papier eingelegt und die gesamte Kombination zwischen die Platten geschoben. Der maximale Abstand zwischen den beiden Tiegel beträgt 14 cm. Es ist nicht erforderlich, diese 14 cm bei jedem Druckvorgang nach oben und unten zu bewegen. Die vertikale Bewegung der oberen Platte kann mit den beiden oben auf der Presse sichtbaren Schrauben begrenzt werden. Der Druck wird von einer elektrischen Hydraulikpumpe mit einem Arbeitsdruck von 700 bar abgegeben. Die Pumpe hat ein Dreistellungsventil. Der mit dieser Presse realisierbare Maximaldruck beträgt 25.000 .-- kg. Alle Pressen haben einige gemeinsame Merkmale.
- Die Platten bestehen aus sehr dickem geschweißtem Stahl. Sie halten viel mehr Druck aus als die Gusseisenplatten früher. Die Platten wurden in einem Ofen behandelt, um alle inneren Spannungen und die danach planierte Oberfläche zu lösen. Dies garantiert, dass die Platten niemals ihre Form ändern.
- Durch eine spezielle Konstruktion wird verhindert, dass die obere Auflageplatte bei falscher Verwendung beschädigt wird.
- Die vertikale Bewegung der oberen Platte wird von einem Hydraulikzylinder mit einer maximalen Kapazität von 25.000 kg angetrieben.
- Der maximale Abstand zwischen den Platten beträgt 14 cm. Der Abstand zwischen den Platten kann durch Einstellen von zwei vertikalen Schrauben auf einen niedrigeren Wert eingestellt werden. Die Druckgeschwindigkeit wird verbessert, wenn dieser Wert nicht mehr als für den Druckauftrag erforderlich ist.
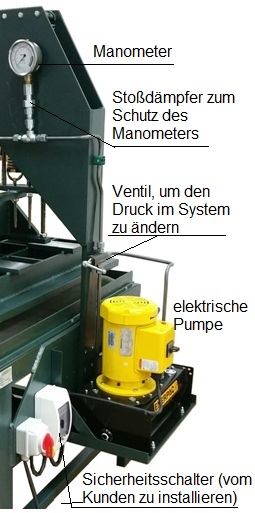
Erläuterung des Dreiwegehydraulikventils der VPLER- und VPLEV-Tiegelpressen.
Diese elektrischen Hydraulikpressen werden von einem Elektromotor angetrieben, der eine "Ölpumpe" antreibt. Diese Ölpumpe aktiviert den Hydraulikzylinder, der seinerseits die Platten auf und ab bewegt. Die Aktion dieses Hydraulikzylinders wird durch ein manuell betätigtes Dreiwegeventil gesteuert.
- Wenn die Maschine eingeschaltet ist, ist es ratsam, den Hebel oder das Ventil in der neutralen Position zu haben. (auf den Bildern unten; Position B). Wenn Sie jedoch nicht an der Maschine arbeiten, pumpt die Pumpe nur das Öl in das System. Es ist daher besser, den Motor abzustellen.
- Die Hydraulikpumpe wird durch Drehen des am Elektromotor angebrachten Schalters aktiviert. Befindet sich der Hebel oder das Ventil in Neutralstellung, passiert nichts. Es kommt nur zu einer gewissen Vibration der Hydraulikpumpe.
- Wenn der Hebel oder das Ventil auf "Position C" gedreht wird, werden die Aufzeichnungen langsam abgesenkt. Bitte seien Sie vorsichtig, wenn Sie dies tun. Stellen Sie sicher, dass sich keine seltsamen Gegenstände zwischen den beiden Platten befinden. Wenn solche Gegenstände vorhanden sind, kann dies zu Beschädigungen der Presse und sogar zu Unfällen führen. Die Platten fahren weiter nach unten, bis sie die Druckform oder die unteren Platten erreichen. Sobald es auf die Form trifft, steigt der Öldruck im System, wie am Manometer abgelesen werden kann. Der Druck kann steigen, bis der maximal zulässige Druck erreicht ist (700 bar). Zu diesem Zeitpunkt üben die oberen Platten eine Kraft von 25 Tonnen (25.000 kg) aus. Der Druck wird diesen Punkt niemals überschreiten, da ein "Überlauf" -Ventil zu funktionieren beginnt. (Das Überströmventil ist auf dem Bild angegeben).
- Dieses Überströmventil wird in diesem System auch zur Druckbegrenzung eingesetzt, wenn dies für einen bestimmten Druck erforderlich ist. Wenn ein Druck klein ist, wird nur ein Bruchteil der 25 Tonnen benötigt. Auch der Anteil der Oberfläche, der tatsächlich mit dem Papier in Kontakt steht, ist wichtig. Ein Druck mit nur einem Leasing-Typ benötigt viel weniger Druck als ein allgemeiner Holzschnitt oder die gleiche Größe.
- Der richtige Druck sollte in einer Probesitzung ermittelt werden. Das Überströmventil muss dann so eingestellt werden, dass es bei Erreichen des gewünschten Drucks überläuft.
- Wenn dies erreicht ist, kann die gesamte Serie oder derselbe Druck ausgeführt werden, ohne den Druck zwischen den Druckzyklen neu einzustellen.
- Wenn die Deckplatten die Druckform erreicht haben und der gewünschte Druck erreicht ist, startet das Überströmventil seine Funktion. Zu diesem Zeitpunkt ist es ratsam, das Ventil wieder in die neutrale Position zu schalten. In dieser Neutralstellung bleibt das System drucklos. Wenn die Pumpe im "Überlaufmodus" zu lange bleibt, kann es zu einer Überhitzung des Öls kommen. In der Neutralstellung erwärmt sich das Öl nicht! Manchmal ist es für die Übertragung der Tinte auf das Papier besser, wenn der Druck einige Sekunden lang aufrechterhalten wird. Mit diesem System können Sie das tun.
- Wenn die Platte wieder nach oben kommen muss, drehen Sie das Ventil langsam in Position A. Dies muss langsam erfolgen, insbesondere wenn hohe Drücke auftreten. Eine plötzliche Druckentlastung erzeugt einen "Schock" im System. Dies ist in keiner Weise gefährlich, es ist nur unangenehm. (Das Manometer ist mit Öl gefüllt, um den Dämpfer in seinem Mechanismus zu neutralisieren.)
- Die Platten werden angehoben, bis sie die langen Schrauben (metrisch 16 mm) erreichen. Diese Schrauben können auf und ab gedreht werden. (Sie müssen jedoch auf die Maschine klettern, um dies zu tun.) Diese beiden Schrauben haben immer die gleiche Höhe. Wenn Ihr Drucksandwich normalerweise nur 3 cm dick ist, benötigen Sie nicht den maximalen Abstand oder 14 cm zwischen den Druckplatten. Dies wird nur ineffizient sein. Mit den beiden Schrauben an der richtigen Position können Sie die Aufwärtsbewegung der oberen Platten begrenzen.
 |


