!
|
|
|
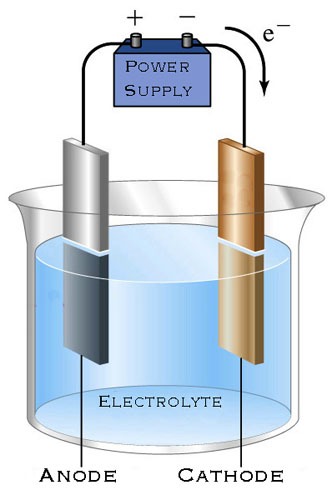
Si se colocan dos placas del mismo metal en paralelo, sin contacto entre ellas, en una solución compuesta por una sal del mismo metal y agua para obtener un líquido conductor, y luego se conectan las placas a los terminales de una fuente de alimentación de corriente continua o una batería, la corriente fluirá de una placa a la otra a través de la solución (el electrolito). El electrolito contiene ionenes metálicos positivos e ionenes sulfato negativos. Cuando fluye la corriente, los ionenes positivos y negativos del electrolito son atraídos hacia la placa de polaridad opuesta. Los ionenes metálicos positivos se adhieren o «fijan» al cátodo (polo negativo) y los ionenes sulfato negativos son atraídos hacia las zonas desnudas del ánodo (polo positivo) y reaccionan con la superficie metálica oxidándola y erosionándola*. El resultado de este proceso es una mordida en el metal comparable a un grabado con ácido, ¡pero con algunas diferencias muy útiles! La placa que se desea grabar se une al ánodo (+) y se coloca en el tanque frente a (en paralelo con) otra placa que está unida al cátodo (-), con una distancia de 6 a 10 centímetros entre ellas. Mientras que los iones metálicos positivos se convierten en metal sólido en el cátodo, se extrae una cantidad equivalente de metal del ánodo, por lo que el electrolito mantiene su concentración original. La cantidad de sulfato en la solución no cambia y el baño electrolítico es reutilizable. La solución no se agota con el uso. Este equilibrio y estabilidad en la solución le permite calcular los tiempos de mordida con mayor precisión que con los ácidos. Este proceso no libera gases tóxicos como los que se producen al grabar planchas de zinc, cobre y hierro con ácido nítrico o clorhídrico. Además, tomando algunas precauciones menores al introducir y retirar las planchas de los tanques o durante el proceso de lavado, por ejemplo, se puede considerar una técnica bastante inocua. Los procesos electrolíticos, que utilizan electricidad, tienen la ventaja de no producir residuos, como burbujas de gas que, con el grabado ácido tradicional, pueden bloquear el mordiente, ni sedimentos que se acumulan en la placa y en el fondo del tanque, como ocurre con otros métodos. |
|
Este sistema de grabado galvánico existe desde el siglo XIX y se ha aplicado en muchos sectores técnicos.. Desde hace algunas décadas, también lo utilizan los artistas gráficos.. Varias personas del sector de las artes gráficas han contribuido a ello. A continuación se mencionan algunas de ellas, incluyendo enlaces a sus sitios web: |
|
|
|
|
Véase más abajo. |